
学院紧密围绕国家重大需求,开展了从“科学基础—技术创新—工程化”系统性的理论研究和工业实践,取得了一批重要的创新成果,创制了“超重力过程强化、大型搅拌组合反应器、结构化催化剂多相反应强化、特殊物系精馏、集中式城市生活垃圾生物制燃气”等5项国内领先的特色产业化技术,以交钥匙工程方式向中石化、中石油、中海油、中国铝业、中粮集团、烟台万华等100多家大型企业提供了1800多套成套装备和技术,涵盖石油化工、化工、冶金、生物化工、新材料、新能源、环保、制药等国民经济支柱行业和战略新兴产业,并向德国、巴西、新加坡、伊朗、印度等国出口60多套装备与技术,形成了溴化丁基、MDI、烷基苯、聚酯、热塑弹性体等产品制造专用工艺和以碳五分离、烟气和尾气脱硫、脱硝、二氧化碳捕集等为代表的专有技术。这些技术和装备的成功应用,有力地提高了我国相关行业的技术水平和国际竞争力,取得了重大的经济和社会效益,近三年新增直接经济效益100多亿元,为我国化工节能减排和产品结构调整升级做出了重要的贡献。
超重力过程强化技术
超重力技术被美国橡树岭国家实验室和DOW化学公司科学家等同行撰文评论为“在国际上首次(First)实现了商业化应用”,由6位院士等组成的专家组在教育部项目验收意见中评价为“基本建立了具有我国自主知识产权的超重力应用技术体系,超重力工艺均为国际首次应用,有显著的节能、减排、增产效果,具有广阔的应用前景”,脱硫技术鉴定意见为“国际领先水平”等。
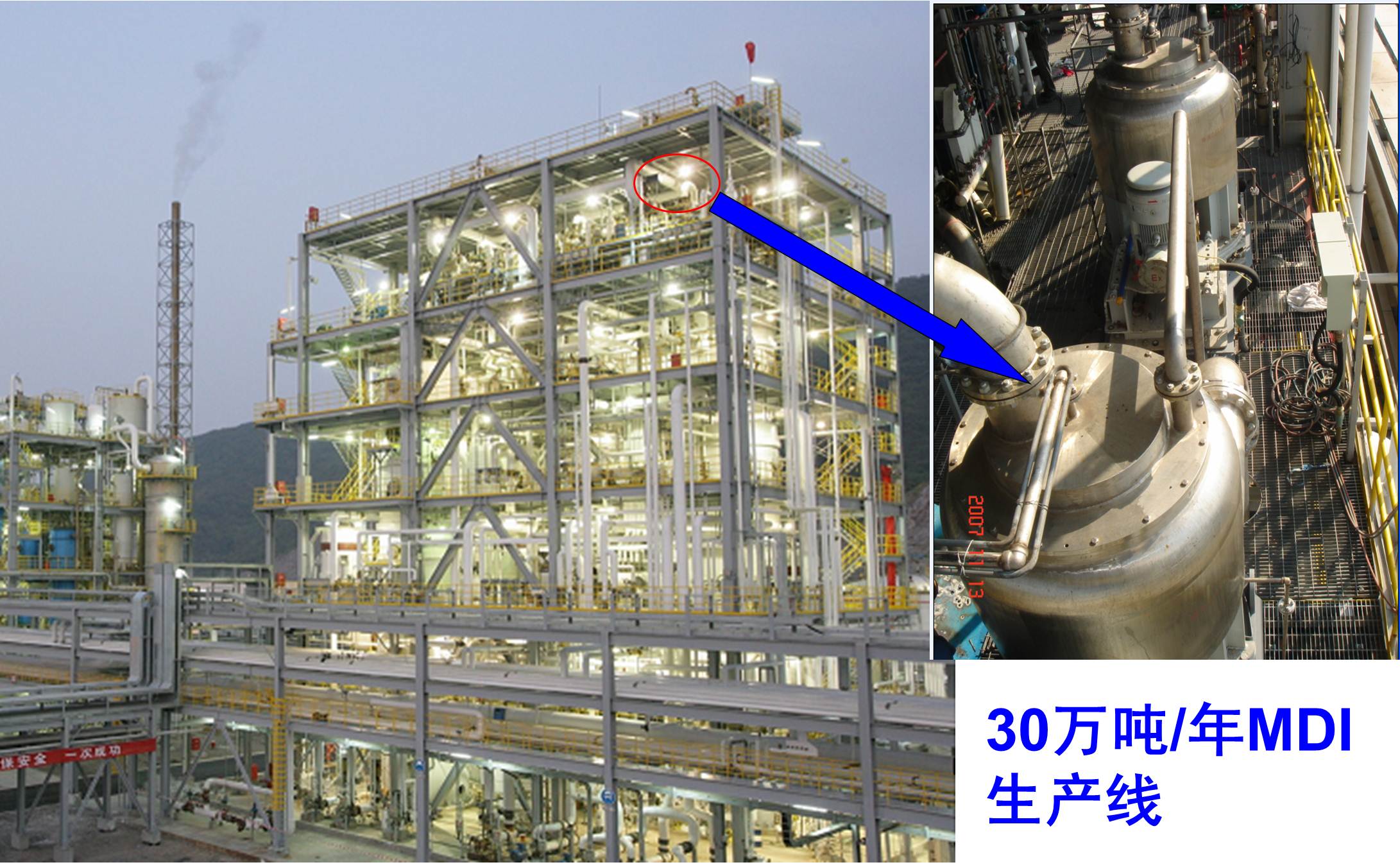 | 工业实施效果:产能从16万吨/年提高到30万吨/年,产能增加87%,单位产品能耗降低约30% 推广应用:已应用于烟台万华和宁波万华三条MDI生产线(总产能90万吨/年),计划应用于烟台万华60万吨/年MDI生产线 成果:2010年获中国石油和化学工业联合会技术发明奖一等奖,获美国发明专利 |
大型搅拌组合反应器技术
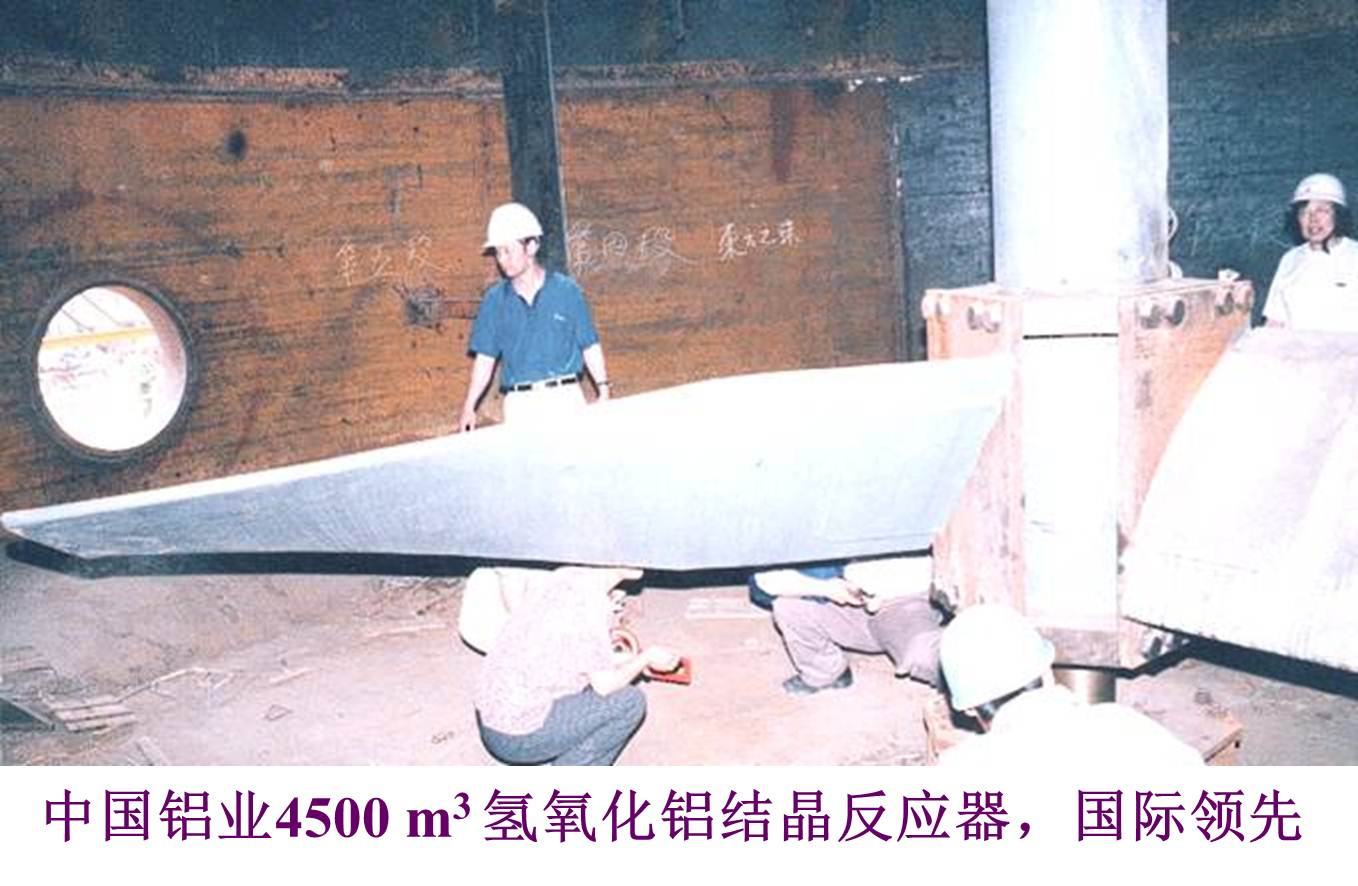
针对诸多行业不同用户的具体要求,开发成功了一系列大型高效搅拌槽/反应器,先后以交钥匙工程方式向石油化工、化工、冶金、石油、生物化工、制药、环保等行业的四十多家企业提供了500多台/套的搅拌槽/反应器,最大的反应器体积达2800m3。 采用本项目开发的大型高效搅拌槽/反应器专有技术和设备,与国内外先进技术及设备相比具有适应性强、单台设备的生产能力大、操作弹性大、成套性好、技术经济指标先进等优点,从而扭转了我国关键的大型搅拌槽/反应器长期依赖进口的局面,甚至在多次大型搅拌槽/反应器(如中国铝业公司的氢氧化铝结晶槽,中国石化的酯化反应器、凝聚釜等,中国石油的聚合物水溶液熟化罐,涪陵化工的磷酸萃取反应器)的国际招标中战胜了国外的多家着名专业大公司,并已向越南、埃及等国出口了11台成套装置。
 |  |  |
 |  |
上述各项成果均有重大创新,总体上处于国际先进水平,部分技术达到国际领先水平。本项目于2005年荣获“国家科学技术进步二等奖”。本项目有力地提高了我国有关行业的技术水平和国际竞争力,取得了显着的经济和社会效益,仅据7家用户开具的三年内直接经济效益达7.45亿元。
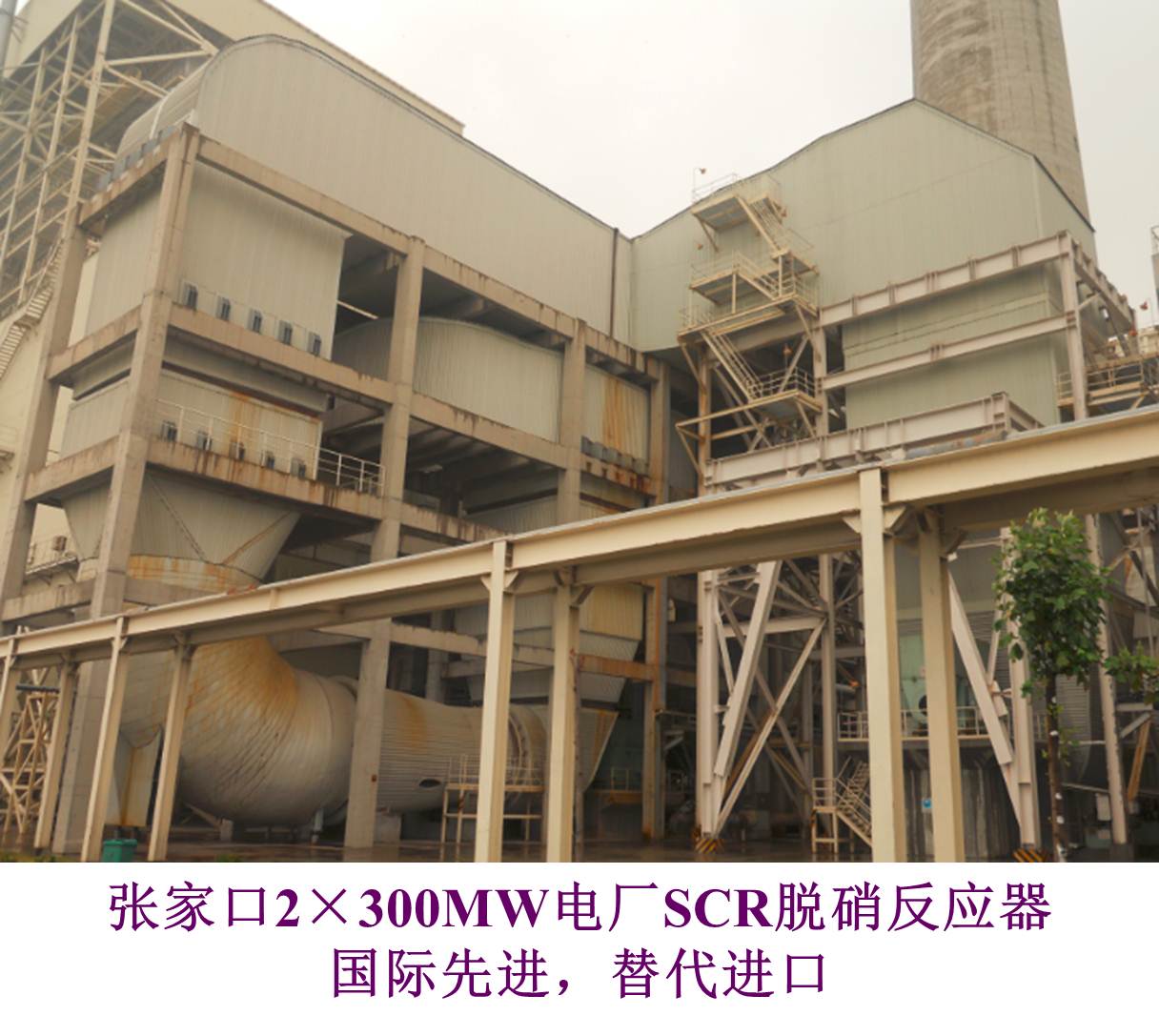
结构化催化剂多相反应强化技术
特殊物系精馏技术
我学院开发的高效导向筛板精馏技术,能够很好地解决在化工、石化、轻工、化纤、医药等行业中经常遇到的高粘度、易自聚、易发泡、含固体颗粒等物系的精馏难题,达到扩产、节能降耗、提高产品质量、减少环境污染等目的,提高企业的技术水平和经济效益,增强企业的核心竞争力。相关成果分别于1998、2001、2003年通过河北省科委、北京市科委、中国石油与化工协会等单位组织的科技成果鉴定,被专家委员会鉴定达到了“国内领先,国际先进”的技术水平。该技术已获2项国家专利,1996年~2003年期间,北京化工大学就此项技术与企业签订技术合同33项,在全国近200余座塔器中应用后,累计取得的经济效益达到13.65亿元。并荣获2004年国家科学技术进步二等奖1项、省部级科技进步奖一等奖1项,二等奖2项。
 |  |  |
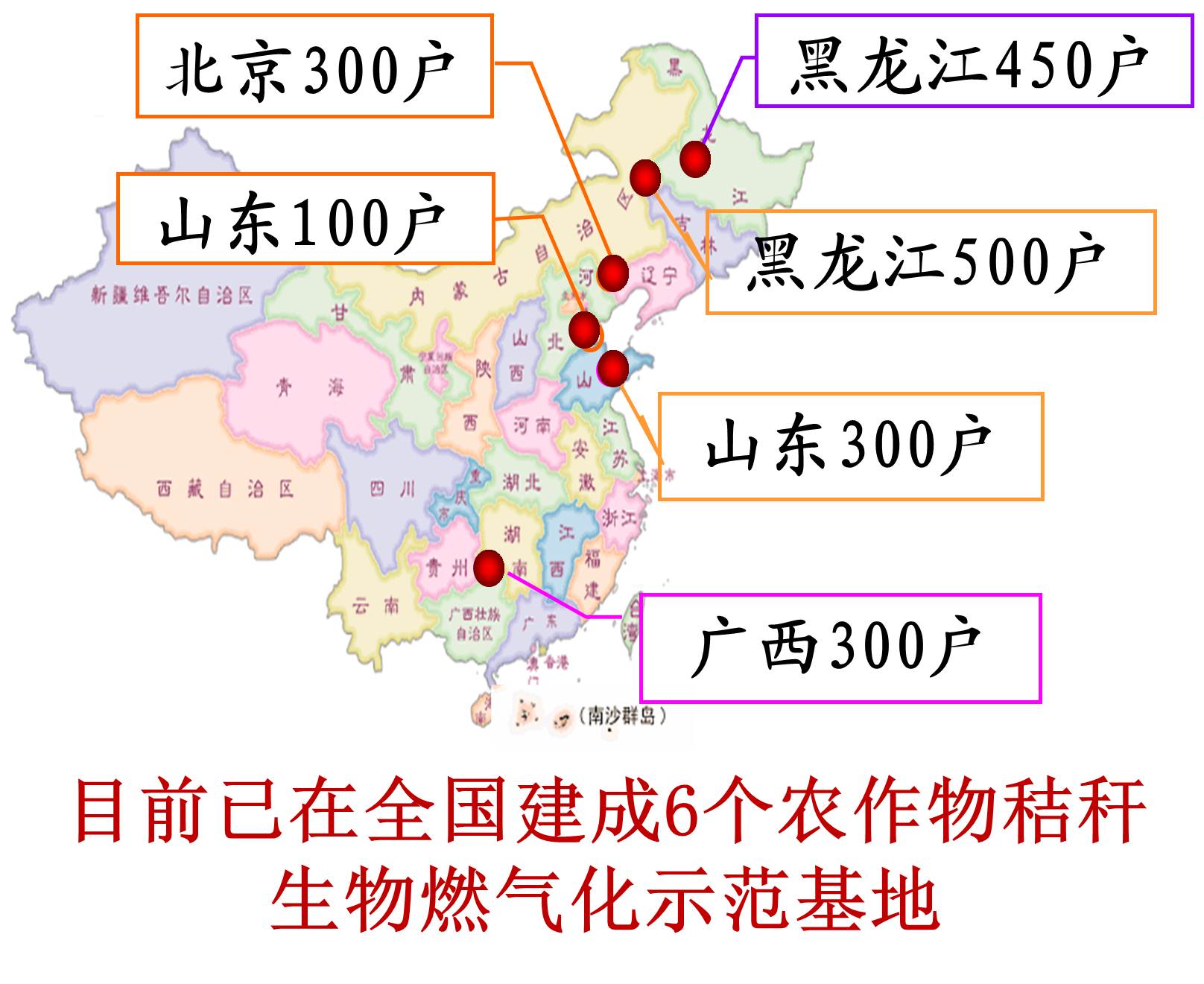
集中式城市生活垃圾生物制燃气技术
以家庭厨余、餐厨垃圾、居民粪便、脱水污泥等为原料,通过厌氧消化生产沼气,再经提纯后生产清洁车用燃料或注入天然气管网。该技术可以显著减少垃圾向环境的排放量,减少填埋处置用地,延长填埋场寿命,缓解垃圾处置设施征地困难的局面,节约城市宝贵的土地资源。同时,生产替代清洁能源,替代化石能源的使用,可显著减少温室气体的排放,缓解我国能源紧张状况;生产的副产物可以生产有机肥料,用于生态农业和绿色农产品的生产,提高城市居民的生活质量,从而实现废弃物的循环利用和高值利用,提升垃圾资源化利用水平。该项目是国家“863”和“十一五”科技支撑计划重点支持的项目,在全国十多个工程项目中得到应用,获省部级科技奖1项。
 |  |
版权所有:
北京化工大学化学工程学院